


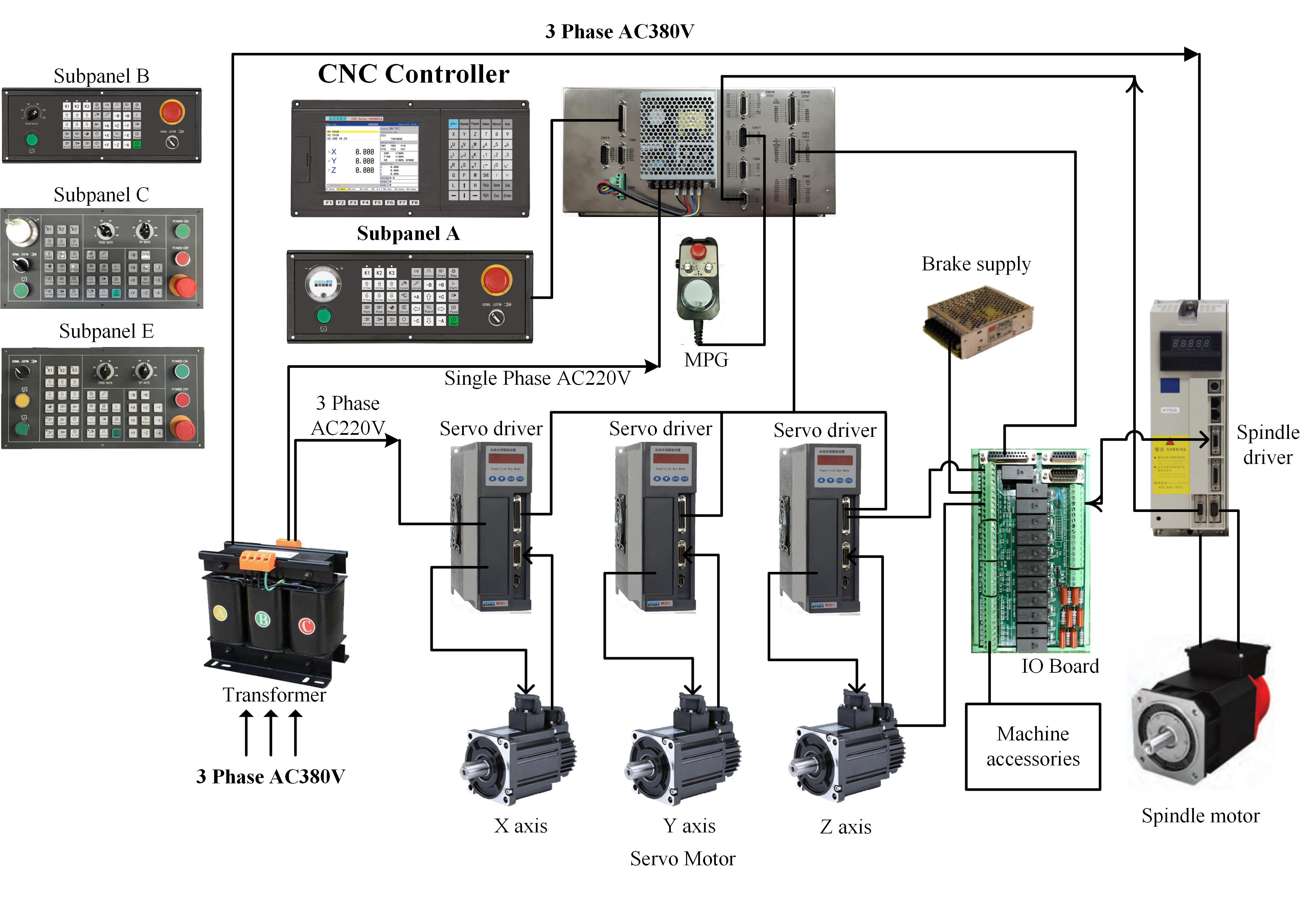
1000 Series 2 3 4 5 Axis Machining Center Controller cù funzione RTCP
Funzioni di u produttu
1.Adopt codice g standard internaziunale
2.Fully open PLC, macro è infurmazione alarme
3.Simple HMI (interfaccia di macchina umana), prompt di dialogu
4.Tutti i paràmetri sò affissati è dumandatu in inglese
5.Alarm è infurmazione errore in parolle invece di paràmetru bit
6.Interpolation ligame funzione di 5 assi è sopra, funzione RTCP, funzione DNC
7.Supportu Umbrella type ATC, ATC di manu meccanica, ATC lineale, ATC Servo, ATC speciale.
8.Support counting turret, encoder turret è servo turret
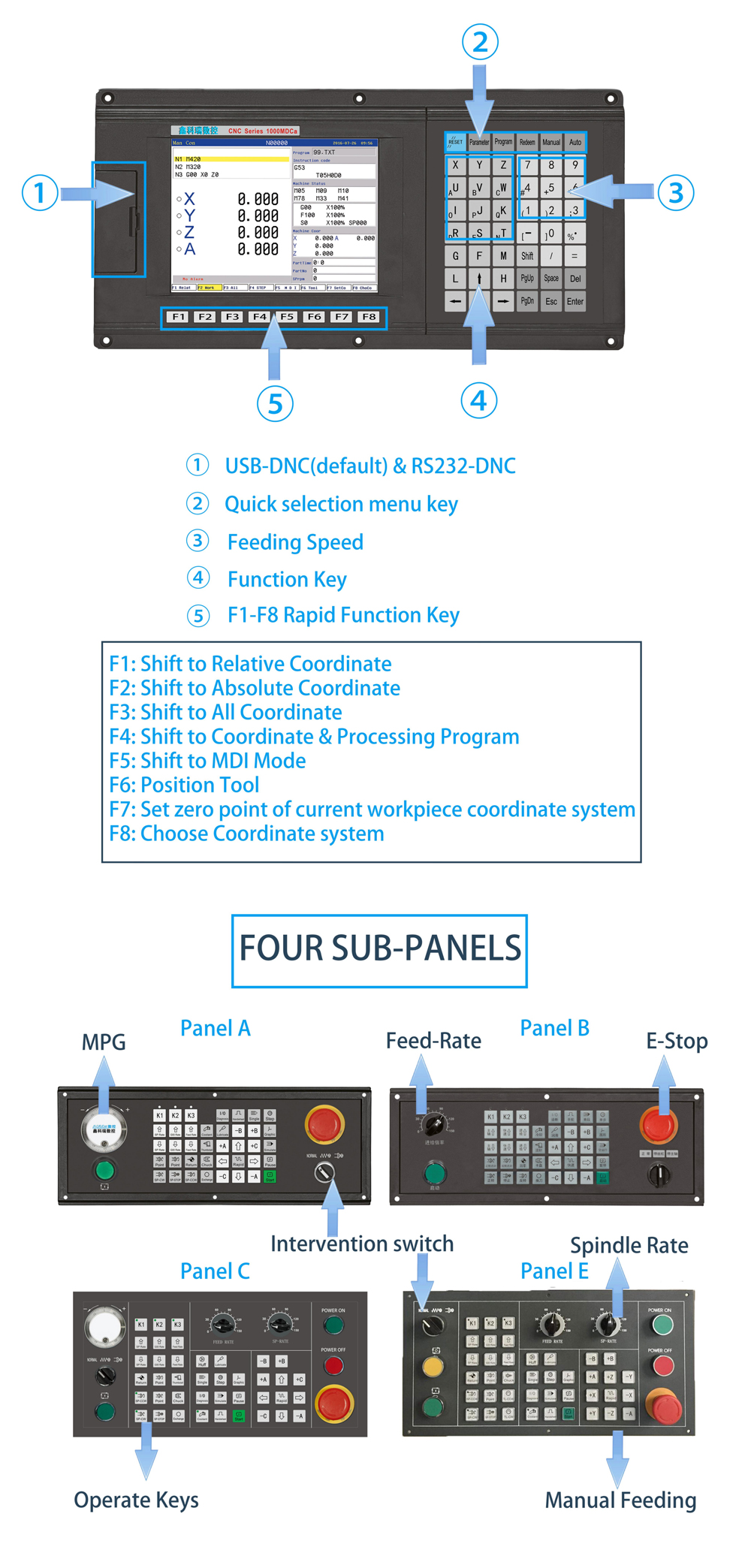
9.A serie 1000 è a serie 1500 anu 4 mudelli sub-panel; pudete sceglie secondu i vostri bisogni.
Controller CNC 10.NEWKer sustegnu dinù l 'applicazzioni di vari machini spiciali, cum'è grinding machines, planers, boring machines, drilling machines, forging machines, gear hobbing machines, etc. U controller pò ancu esse sviluppatu secundariu. Supporta a persunalizazione è u disignu persunalizati.
Detaglii di i paràmetri
| Funzione di u sistema | U codice G mostra | ||
| Numero di assi di cuntrollu | 3~8(X,Y,Z,A,B,C,Xs,Ys) | Localizza rapidamente: | G00 |
| U più chjucu prugrammazione: | 0,001 mm | Interpolazione in linea retta | G01 |
| A più prugrammazione: | ± 99999,999 mm | Interpolazione di l'arcu: | G02/03 |
| A più alta velocità: | 60 m/min | Tagliu di filu: | G32 |
| Velocità di alimentazione: | 0,001 ~ 30 m/min | Ciclu di tagliu di cilindru o conu: | G90 |
| Manuale cuntinuu: | un assi o più assi à u stessu tempu | Ciclu di cutting end face: | G94 |
| Interpolazione di linea: | Linea dritta, arcu, interpolazione di filetta di vite | ciclu di filu di taglio | G92 |
| Compensazione cutter: | Lunghezza di a cumpensazione, u nasu di u raghju di a compensazione di l'utillita | Ciclu fissu di tapping | G93 |
| Input di compensazione di cutter: | Pruvate taglià u modu di input di misurazione | Ciclu di taglio bruttu in un circondu | G71 |
| Funzione di spindle: | gear 、 Doppiu cuntrollu analogicu 、 Tapping rigidu | Ciclu di taglio bruttu à a faccia finale: | G72 |
| Funzione di u volante: | pannellu, portatile | Ciclu di tagliu chjusu | G73 |
| Trattamentu di u volante: | A funzione di trasfurmazioni di u volante | Ciclu di perforazione di un foru prufondu à a faccia finale | G74 |
| Prutezzione di u screnu: | A funzione di prutezzione di u screnu | Ciclu di tagliu di groove cù diametru esternu | G75 |
| Funzione di riposu di l'utensili: | Riposu di l'attrezzi di fila 、 Elettricu troppu post 99 cuteddu | Ciclu di tagliu di filu cumpostu | G76 |
| Funzione di cumunicazione: | RS232, interfaccia USB | Ciclu di prugramma | G22, G800 |
| Funzione di compensazione: | Cumpensazione di l'utensili 、 Compensazione di spaziu 、 Compensazione di passo di viti 、 Compensazione di raggiu | Sistema di coordenate lucale: | G52 |
| Edita u prugramma: | Metric/Imperial 、 filu drittu 、 filu taper è cusì | Detect l'istruzzioni di skip | G31, G311 |
| Funzione di pusizioni limite | limite duru, limite duru | Coordenada di u polu | G15, G16 |
| funzione di filu | formatu metricu è inch, filu drittu, filu taper è cusì | Programma metricu / imperiale: | G20, G21 |
| Funzione di prelettura: | Preleggi 10.000 linee dritte brevi | Set coordinate, offset | G184, G185 |
| Prutezzione di password: | Prutezzione di password multilivellu | Sistema di coordenate di u travagliu: | G54 ~ G59 |
| Input/output: | I/O 56*24 | U raghju di l'uttellu C | G40, G41, G42 |
| prugramma PLC: | Tuttu u disignu PLC apertu | Localizazione precisa / prucessu cuntinuu di u percorsu: | G60/G64 |
| Controlu di l'accelerazione è a decelerazione: | Linea dritta, Index | Taglio lineare constantu: | G96/G97 |
| Numaru di codificatore: | ogni paràmetru | Modu di alimentazione: | G98, G99 |
| U prugramma macro d'utilizatori: | Avè | Torna à u puntu di partenza di u prugramma: | G26 |
| Funzione di ingranaggi elettrici: | Avè | Riturnà à u puntu fissu: | G25, G61, G60 |
| Subpanel | Un tipu cù volante; Tipu B cù interruttore di banda; Tipu C cù dui tipi A è B, E | Ritornu à u puntu di dati: | G28 |
| Applicazione: | VMC, macinazione, macchina speciale | Suspende: | G04 |
| Macro prugramma: | G65, G66, G67 | ||
| Funzione ausiliaria: | S, M, T | ||
Funzione Vantage
1. paràmetru sèmplice è chjaru, inutili à circà manuali.
2. Open PLC, pò esse edità in linea o offline secondu i bisogni.
3. Programma Open Macro, dispunibuli per l'applicazioni flexible è più sviluppu.
4. dialogu Customerization, fà prucessu più faciuli.
5. Apertura portu OPC, dispunibule per u monitoru è u cuntrollu remoto.
6.Application: CNC Lathe Machine, CNC Turning Center, Grinding Machine è soprattuttu equipamentu automaticu
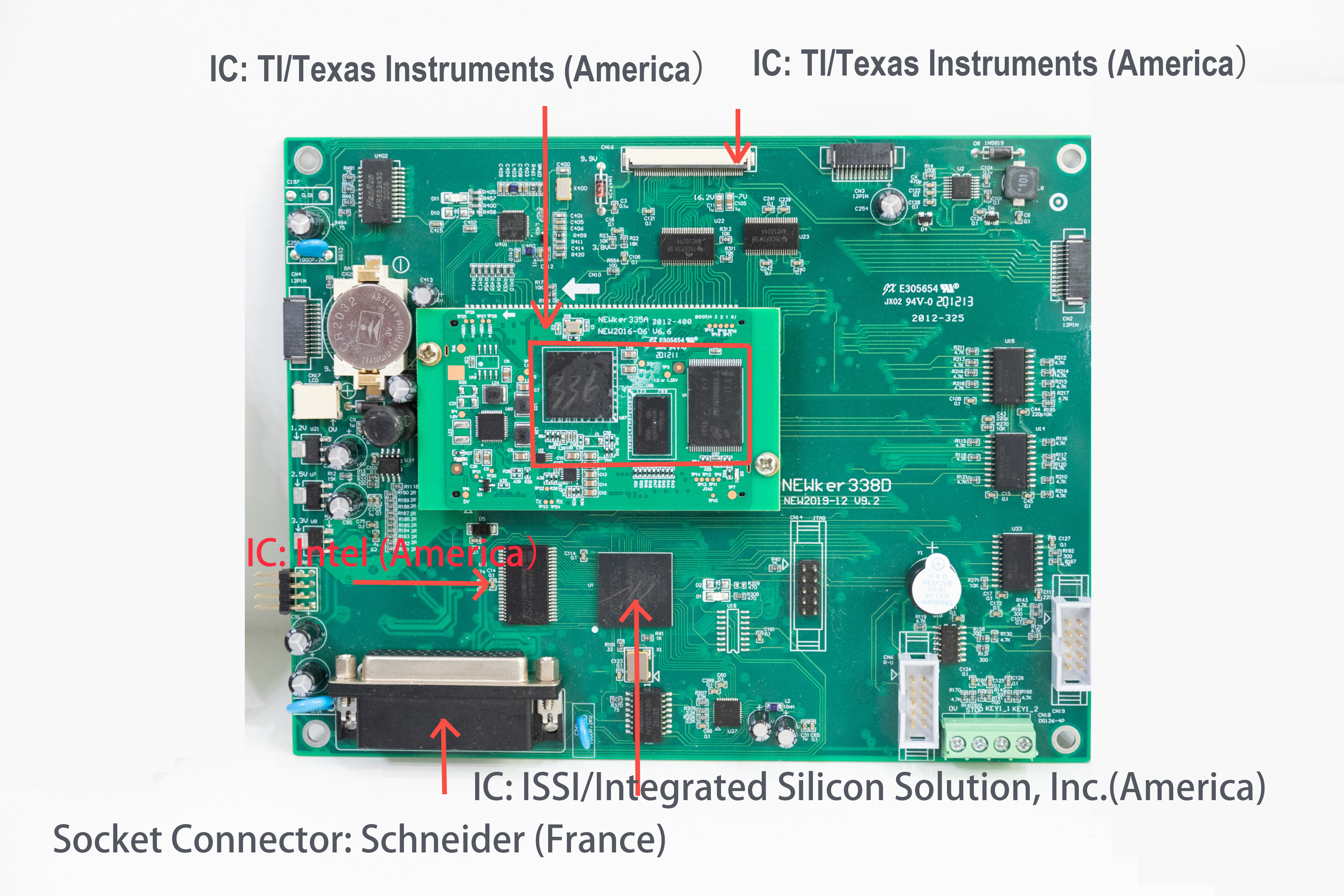
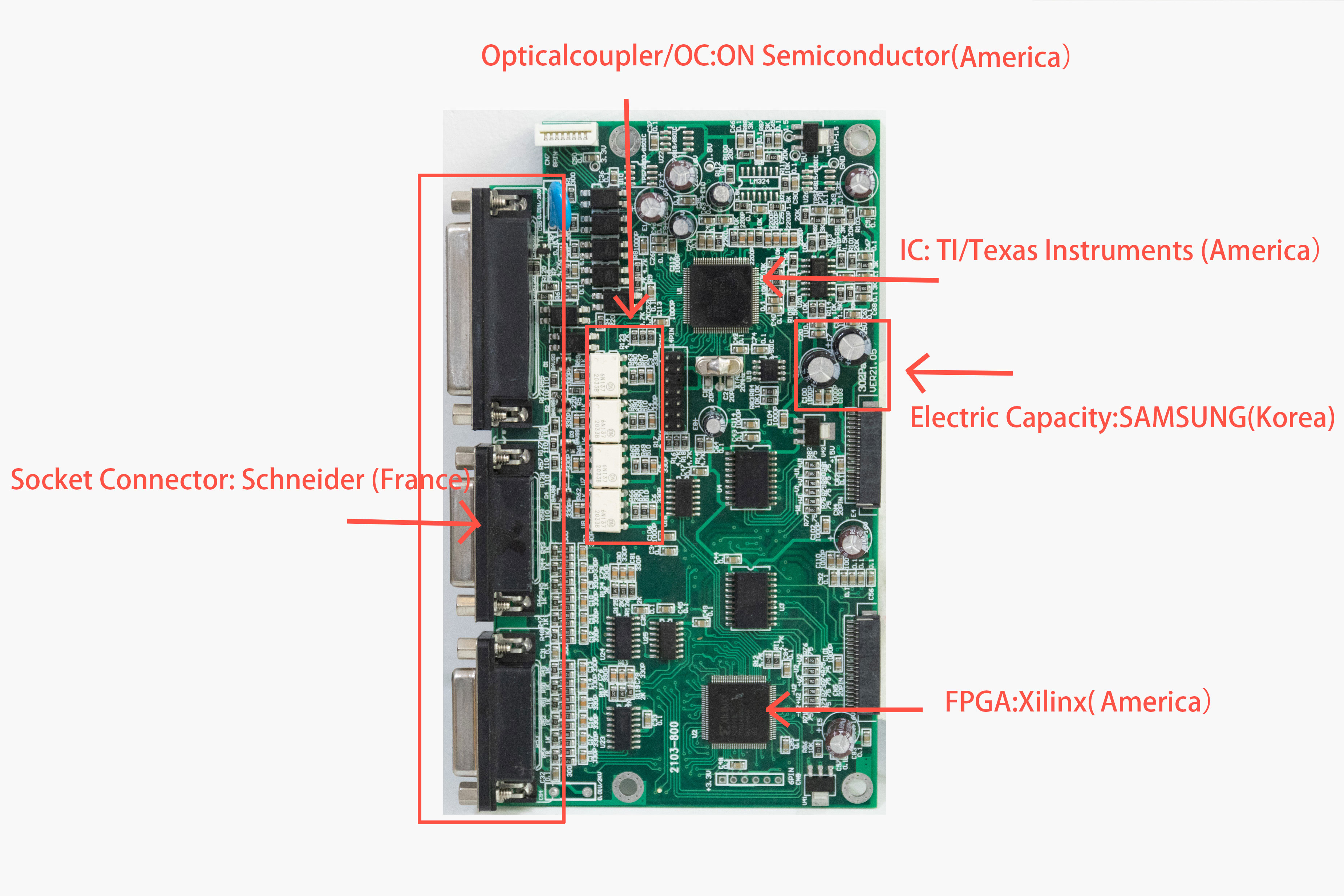
A marca di cumpunenti interni chì usemu sò i seguenti:
1